
Reuse of Textile Dyeing Wastewater Treated by Electrooxidation
by
 , , , and
, , , and
Cláudia Pinto
, 
Annabel Fernandes
,
Ana Lopes
*,
Maria João Nunes
,
Ana Baía
,
Lurdes Ciríaco
and
Maria José Pacheco
Fiber Materials and Environmental Technologies (FibEnTech-UBI), Universidade da Beira Interior, R. Marquês de D’Ávila e Bolama, 6201-001 Covilhã, Portugal
*
Author to whom correspondence should be addressed.
Water 2022, 14(7), 1084; https://doi.org/10.3390/w14071084
Submission received: 28 February 2022
/
Revised: 18 March 2022
/
Accepted: 28 March 2022
/
Published: 29 March 2022
(This article belongs to the Special Issue Industrial and Municipal Wastewater Treatment with a Focus on Water-Reuse)
Abstract
:Wastewater reuse has been addressed to promote the sustainable water utilization in textile industry. However, conventional technologies are unable to deliver treated wastewater with the quality required for reuse, mainly due to the presence of dyes and high salinity. In this work, the feasibility of electrooxidation, using a boron-doped diamond anode, to provide treated textile dyeing wastewater (TDW) with the quality required for reuse, and with complete recovery of salts, was evaluated. The influence of the applied current density on the quality of treated TDW and on the consecutive reuse in new dyeing baths was studied. The ecotoxicological evaluation of the process towards Daphnia magna was performed. After 10 h of electrooxidation at 60 and 100 mA cm−2, discolorized treated TDW, with chemical oxygen demand below 200 (moderate-quality) and 50 mg L−1 (high-quality), respectively, was obtained. Salt content was unchanged in both treatment conditions, enabling the consecutive reuse without any salt addition. For the two reuse cycles performed, both treated samples led to dyed fabrics in compliance with the most restrictive controls, showing that an effective consecutive reuse can be achieved with a moderate-quality water. Besides the water reuse and complete salts saving, electrooxidation accomplished an ecotoxicity reduction up to 18.6-fold, allowing TDW reuse without severe ecotoxicity accumulation.
1. Introduction
The textile industry is one of the most water-intensive industries in the world. In 2015, the worldwide annual consumption of water, in the textile and clothing industry, was estimated to be around 79 billion cubic meters [1]. During the textile manufacturing process, close to 80% of the used water is discharged as wastewater [2]. This process is also responsible for the vast consumption of different chemical products, mainly in the finishing sector (dyeing, bleaching, washing, etc.), and for the generation of large volumes of highly contaminated wastewater, containing residual dyes, dyeing auxiliaries, and high salinity, which must undergo treatment before being discharged into the environment.
The volume and characteristics of the wastewaters generated by the textile industry depend on the type of fabric processed, the industrial processes applied, the type of equipment used and the water consumption [3,4]. Thus, reducing both the water consumption and the discharge of highly contaminated wastewater represents a huge challenge of efficiently managing water with a strategic focus on sustainability. This issue was covered by a large-scale European project AQUAFIT4USE (7th EU Framework Programme), in which one of the objectives was to reduce the use of resources, in particular the use of fresh high-quality water [2]. For the textile finishing sector, the outcomes of this project point to sustainable thinking related to the treatment of textile wastewater for later reuse. One of the proposed approaches was the separation of waste streams, which increases treatability options using individual treatment technologies, and verification of the same quality preservation of the textile material when high-quality process water is replaced by lower quality water in the dyeing processes [2].
Considering that the dyeing process consumes more water than other textile processes and, consequently, generates a larger volume of wastewaters, this specific wastewater is a good candidate to be treated for reuse. However, the water used in textile processing, particularly in the dyeing step, must comply with stricter quality requirements than those applied for discharge into the environment [2,4]. Thus, for its reuse to be economically viable, it is necessary to develop efficient treatment processes, which lead to treated wastewaters with the minimum quality necessary for reuse. On the other hand, the study of new technologies for the treatment of these wastewaters should aim not only to remove the color and the organic matter but also to recover salts and other constituents [5].
Several review papers, found in the literature, focus on the different technologies applied for the remediation of textile wastewaters, from biological treatments to physical and chemical processes, with some integrated processes also [6,7,8,9]. Among the described technologies, the electrochemical advanced oxidative processes (EAOPs) are shown to be very effective in the treatment of textile dyeing wastewaters (TDW). EAOPs are based on the electrogeneration of highly reactive hydroxyl radicals, which non-selectively react with organic compounds [10,11]. In particular, the electrochemical oxidation (EO) using a high O2-overpotential anode, such as a boron-doped diamond (BDD) electrode, has proved to be very effective in dyes removal, and the mineralization of the organic compounds can be achieved [11,12]. It has also the advantage of not producing sludge or concentrates and, in this case, the high salinity of the textile wastewater may be an advantage for the dyeing wastewater reuse [13,14,15].
Most studies found in the literature are focused on the development of methodologies that allow the treatment of textile wastewaters to comply with discharge limits. However, in recent years, given the evidence on the potential for reuse within the textile industry, with the prospect of moving towards the goal of zero discharge of industrial wastewaters, the number of studies in this area have increased, namely with a focus on TDW reuse in new dyeing process [4,12,13,14,15,16,17,18,19,20]. However, to obtain an acceptable quality of dyed fabrics, in some of these studies, the treated wastewater is diluted before its reuse [12,13,17]. On the other hand, considering the high amounts of salts necessary to obtain a good dye fixation to the fiber, another important economic and environmental aspect to be considered is the salt reuse, which can be accomplished by using electrochemical oxidation to treat the TDW. In the literature, only a few studies can be found focusing on the reuse of TDW treated by EO. Riera-Torres et al. [21] reused a simulated TDW, prepared with previously hydrolyzed reactive dyes and sodium sulfate, treated by EO, using titanium covered by platinum oxides as anode. The treated wastewater was diluted before its reuse, and for most of the dyes used, the level of dye degradation in the wastewater was considered non-relevant in the direct reuse, considering that the color removal was enough. Orts et al. [14] studied the reuse of TDW containing a trichrome mixture of reactive dyes and sulfate ions, treated by EO, using a DSA anode, and the decolorized treated wastewater was diluted before its reuse. The electrochemical treatment and reuse of industrial reactive dyeing wastewaters were performed by Sala et al. [12], and the discoloration of dyeing wastewater treatment and reuse was effective, allowing practitioners to save 70% of water and 60% of electrolytes. The water volume lost during the dyeing process, by adsorption into the fiber and by evaporation, was restored with fresh water. This strategy was also used in a different study [22], where the residual dyeing and washing wastewaters were electrochemically treated using a Ti anode covered by Pt oxides. Once again, by the addition of 30% of fresh water, to reconstitute the dyebath, the reduction of organic matter of 49% was obtained. The residual oxidant compounds generated during the EO treatment, namely the chloride active species, had to be removed before the treated wastewater reuse.
For the reuse of TDW treated by EO, some reformulations of the dye concentration and auxiliary chemicals may be necessary, especially in light color dyeing operations [23]. Furthermore, multiple reuses of the treated wastewater would require changes in salt and other auxiliary chemicals to achieve the same fabric color as fresh process water [23].
Considering that ecotoxicity is one of the major problems of textile wastewaters, some studies have evaluated this parameter and verified its reduction through electrochemical oxidation using a BDD anode [24]. Due to the TDW complexity, especially when several organic auxiliaries and salts are used, the evaluation of the ecotoxicity of the treated wastewaters cannot be ignored. Still, very few TDW reuse studies have addressed this issue. Although it may not seem a relevant aspect for TDW reuse, for other reuse applications and for final disposal, it may be crucial. Furthermore, it is important to acknowledge the effect of the consecutive reuse cycles on the wastewater ecotoxicity. Another aspect that has not been much explored in previous studies is the influence of the dyeing bath composition on the treatment–reusing cycle, since, besides the dyes and salts, different organic auxiliaries, e.g., equalizer and humectant agents, are very often utilized, at an industrial level, in the dyeing of woolen fibers [4]. These TDW present a very high content of organic matter of different natures and the discoloration of the wastewater may not be enough for the reuse, as the reduction of the organic matter to increase the quality of the treated wastewater is necessary. In this context, it is important to evaluate the influence of using treated TDW with different qualities, and without using any dilution, on the quality of the color of the dyed fabrics.
To fill some of the gaps presented by the previous studies performed, this work aims to evaluate the feasibility of an EO process using a BDD anode to: (i) treat a TDW from a woolen fabric dyeing process using a trichromatic acid dyes combination in the presence of sulfate salt, equalizer and humectant agents, widely used at the industrial level; (ii) provide a treated TDW with complete salt recovery and a quality level that allows its successful consecutive reuse in new dyeing baths; (iii) significantly reduce the ecotoxicity towards Daphnia magna of the wastewaters, even after consecutive reuses. The effect of EO operational parameters, namely applied current density and treatment duration, on the quality of the treated TDW, and the influence of this quality level in terms of organic load content on the consecutive reuse in new dyeing baths are also addressed. Furthermore, the ecotoxicity towards Daphnia magna of the different dyes utilized and of the dyeing auxiliaries was evaluated, aiming to establish which of the compounds contributed most to the TDW ecotoxicity.
2. Materials and Methods
2.1. Textile Dyeing Wastewater
The dyeing process is the most intensive water and chemical consumer in the textile industry, generating the largest effluent stream with minimally known composition [25]. For these reasons, it has been highlighted as a good candidate for reusing the wastewater after treatment and, considering the high stability under sunlight and resistance to microbial attack and temperature of the synthetic organic dyes, the textile dyeing wastewater is also an optimum matrix to evaluate the performance of the electrochemical oxidation process [3,11,25].
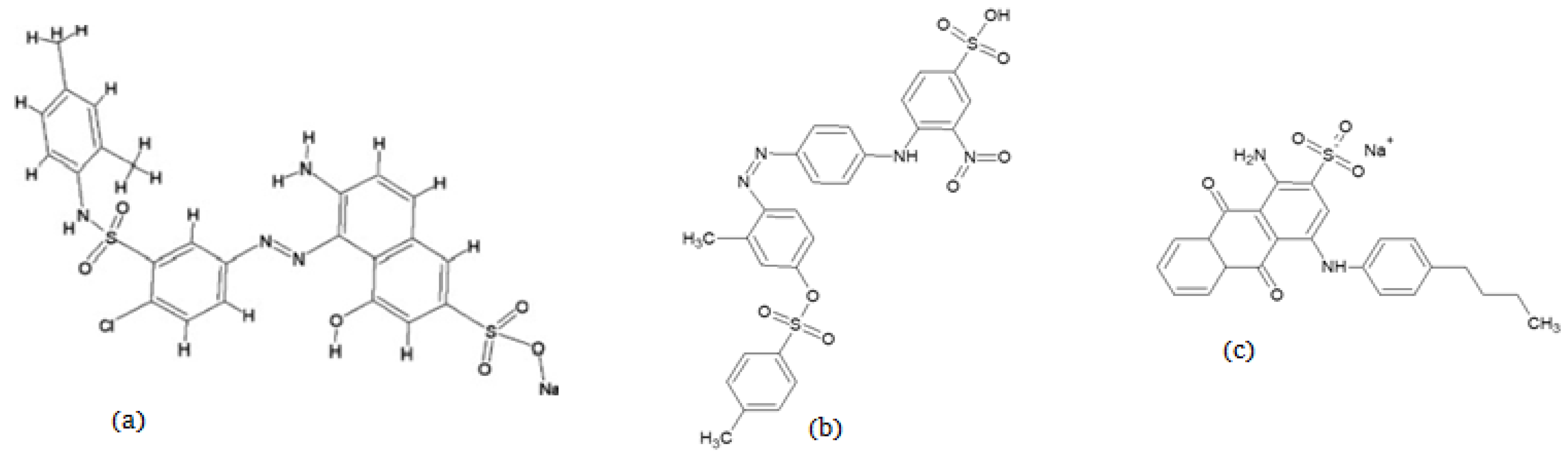
The TDW utilized in this study was obtained from the dyeing process of a 100% wool twill fabric (weight = 351.6 g m−2; finesse of yarn: warp and weft = 100 Tex) with a trichromatic combination of Nylosan acid dyes (Nylosan® Red N-2RBL (C.I. AR 336), Nylosan® Yellow N-3RL (C.I. AO 67), and Nylosan® Blue N-GL (C.I. AB 230)) (Figure 1).
The dyeing process was carried out in a Mathis Labomat type BFA-12 equipment, purchased from Maquicontrolo (Oporto, Portugal), under a fabric:dyeing bath ratio of 1:50 (5 g of wool fabric per 250 mL of dyeing bath). The dyeing bath consisted of an aqueous solution with a composition as described in Table 1 and a pH of 4.5. The Nylosan acid dyes, the Sarabid PAW (equalizer agent), and the SERA WET C-NR (humectant agent) were purchased, respectively, from Clariant (Leça do Balio, Portugal), CHT (Tübingen, Germany) and Dystar (Oporto, Portugal). Sodium sulfate, sodium acetate, and acetic acid were purchased from Sigma-Aldrich (Lisbon, Portugal).
The dyeing program involved a heating step, from room temperature up to 98 °C, at a heating rate of 2 °C/min, followed by a 30 min period at this final temperature. After this period, the mini-reactors were maintained in the apparatus for cooling to room temperature. After the dyeing process, the wool dyed fabrics were washed at room temperature, to remove the unfixed dye. The TDW obtained from each mini-reactor was collected and combined in a single TDW sample, which was characterized and then utilized in the EO experiments.
2.2. Electrochemical Treatment
The TDW electrochemical treatment was conducted in batch mode, with stirring (300 rpm), using an undivided cylindrical cell, containing 250 mL of TDW. A commercial Si/BDD anode, purchased from Neocoat (La Chaux-de-Fonds, Switzerland), and a stainless-steel cathode, each one with an immersed area of 10 cm2, were utilized as electrodes. They were placed in parallel, with an inter-electrode gap of 1 cm, and were centered in the electrochemical cell. A GW, Lab DC, model GPS-3030D (0–30 V, 0–3 A), purchased from ILC (Lisbon, Portugal), was used as the power supply.
Before the electrochemical treatment, the TDW was filtered to remove any fiber residues.
In a preliminary set of EO experiments, the influence of the applied current density (j) on the electrochemical treatment performance was evaluated. Assays were run at 30, 60, and 100 mA cm−2, for 10 h.
The EO treatment, for TDW reuse purpose, was performed for 10 h, at 60 and 100 mA cm−2. A set of five EO assays were run at each j studied. The treated TDW obtained from the five assays performed at the same experimental conditions was combined in a single sample, which was characterized and then utilized in a new dyeing process.
2.3. Reuse Experiments
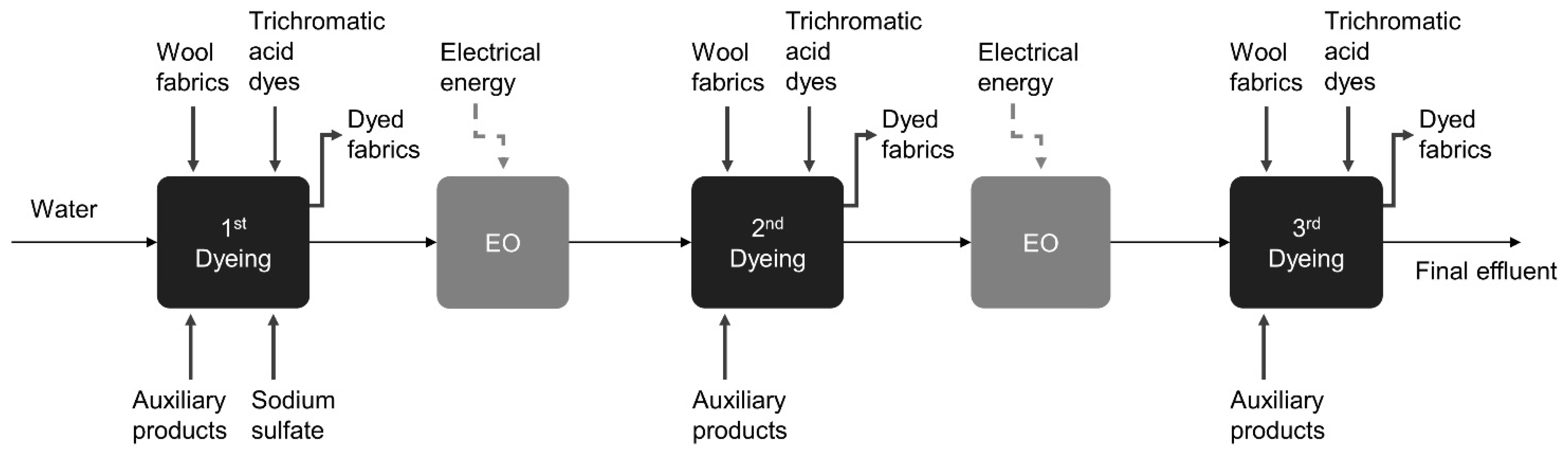
The strategy adopted in this study is summarized in Figure 2. The reuse experiments comprised the dyeing process as described in Section 2.1, but utilizing, in the dyeing bath, the TDW samples treated by EO instead of fresh water. Furthermore, since it was found that the sulfate ion concentration was maintained during the EO treatment, the dyeing bath, in the reuse experiments, was prepared as described in Table 1, but without the addition of sodium sulfate.
The TDW generated during the first reuse cycle was collected and submitted to a second EO treatment and dyeing process. The second electrochemical treatment was performed under similar experimental conditions of the first treatment, and the second reuse cycle followed the procedure described above.
2.4. Analytical Methods
The TDW samples, before and after the EO treatments, were characterized in terms of chemical oxygen demand (COD), dissolved organic carbon (DOC), ecotoxicity towards the model organism Daphnia magna, sulfate ion concentration, pH, and electrical conductivity. COD determinations followed the closed reflux and titrimetric method, according to the standard procedures [26].
DOC was measured in a Shimadzu TOC-VCPH analyzer, purchased from Izasa Scientific (Carnaxide, Portugal), with samples previously filtered through 0.45 μm membrane filters.
The ecotoxicity towards Daphnia magna was evaluated using a commercial Daphtoxkit F microbiotests, DM230921, purchased from Ambifirst (Moita, Portugal), following the OECD/OCDE Guideline 202 [27], by measuring the number of immobilized Daphnia magna neonates exposed to different dilutions of the TDW samples. To clarify which constituents most contributed to the ecotoxicity of the TDW, the ecotoxicity of the dyes, the equalizer, and the humectant agents used was also assessed.
Sulfate ion concentration was determined by ion chromatography, using a Shimadzu Prominance LC-20A system with a Shimadzu CDD 10Avp conductivity detector, purchased from Izasa Scientific (Carnaxide, Portugal). An IC I-524A Shodex (4.6 mm ID × 100 mm) anion column was used at 40 °C. The mobile phase was an aqueous solution of 2.5 mM of phthalic acid and 2.3 mM of tris(hydroxymethyl)aminomethane at pH 4, with a flow rate of 1.5 mL min−1.
pH was measured with a HANNA pH meter (HI 931400) and the electrical conductivity (EC) with a Mettler Toledo conductivity meter (SevenEasy S30K), both purchased from MT Brandão (Oporto, Portugal).
The presence of the dyes Nylosan® Yellow N-3RL, Nylosan® Red N-2RBL, and Nylosan® Blue N-G in the TDW samples was also monitored, through UV-vis spectrophotometric measurements at 436, 525, and 620 nm, respectively, utilizing a Shimatzu UV-1800 spectrophotometer, purchased from Izasa Scientific (Carnaxide, Portugal).
The performance of the dyeing process was evaluated in terms of total color difference (ΔE*) and color fastness to washing of the wool fabric samples dyed with the primary dyeing bath (control fabric), prepared with fresh water, and with the reused dyeing baths. ΔE* was determined through the CIELab color system, following the procedure described in ISO 105-J03:2009 [28] and utilizing a Spectraflash SF 300X reflectance spectrophotometer, purchased from Datacolor International (Trenton, NJ, USA).
The color fastness to washing was evaluated following the procedure described in ISO 105-C06 A2S:2010 [29]. These washing fastness tests were carried out with a multifiber fabric, which is divided equally by the acetate-cotton-polyamide-polyester-acrylic-wool fibers to which the dyed fabric to be tested was attached.
3. Results and Discussion
3.1. First EO Treatment and Reuse Cycle
The characterization of the TDW obtained from the primary dyeing process (utilizing fresh water) is presented in Table 2. This wastewater presents a high content of organic matter, as can be seen by the values of the COD and DOC concentrations, which can be ascribed to the presence of dyes that were not adsorbed by the fibers and to the dyeing auxiliaries utilized. In fact, the brownish color presented by the TDW and the absorbances at 436, 525, and 620 nm, which are the wavelengths of maximum absorbance of the dyes Nylosan® Yellow N-3RL, Nylosan® Red N-2RBL, and Nylosan® Blue N-GL, respectively, indicate the presence of residual dye content.
The ecotoxicity towards Daphnia magna was assessed and the obtained results confirmed the high toxicity presented by the textile dyeing wastewaters. According to the toxicity classification based on toxic units (TU) reported by Pablos et al. [30], where the toxicity expressed in terms of TU is calculated according to Equation (1), the TDW obtained from the primary dyeing process is classified as very toxic.
To clarify which constituents most contributed to the ecotoxicity of the TDW, the ecotoxicity towards Daphnia magna of the dyes, and of the equalizer and humectant agents used, was assessed. The obtained results, presented in Table 3, show that the estimated EC50–48 h values for all three dyes and equalizer agent are above the values of the initial dyeing bath conditions (Table 1), indicating that these constituents do not contribute to the observed ecotoxicity. However, the humectant agent, with a calculated EC50–48 h of 75.18 mg L−1, is used in a concentration ten times higher than the estimated value.
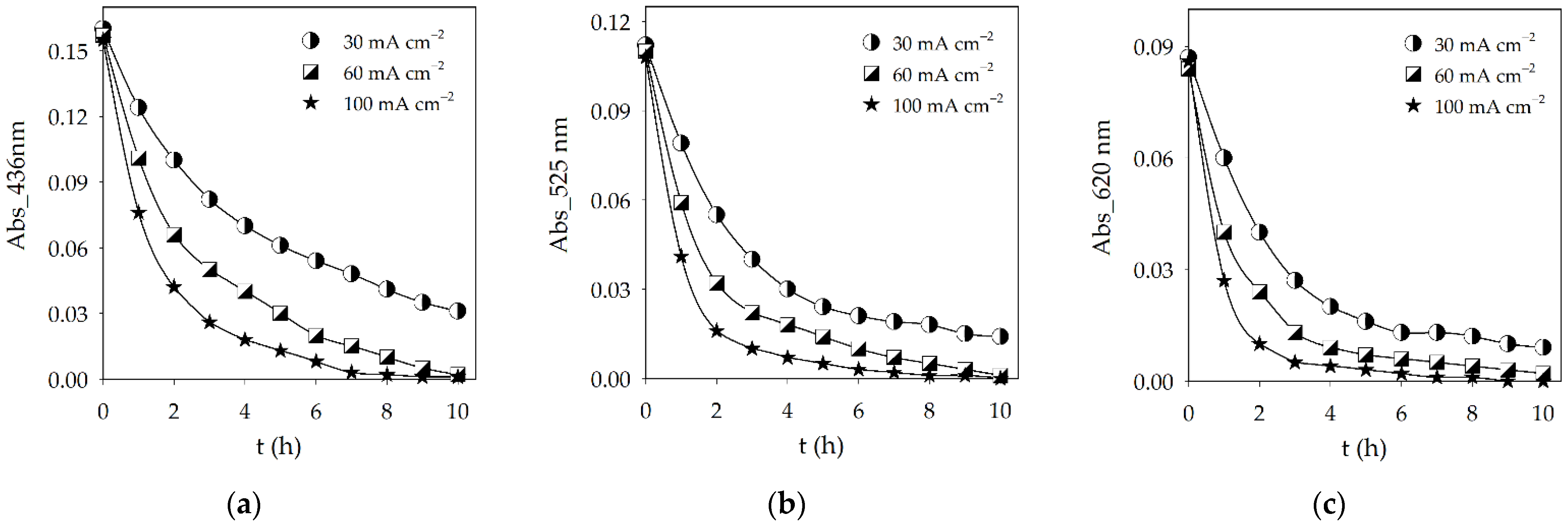
To establish the best EO operational conditions for TDW reuse purpose, a preliminary set of EO experiments was performed, where the influence of applied current density and treatment duration on the color and organic load removal rates was assessed. Both color and organic load removals increased with j and treatment time, since, at higher currents and treatment times, the production of oxidative species is higher, promoting the enhanced degradation of the organic compounds [11]. At 100 mA cm−2, complete color removal (visual) was accomplished after 8 h assay, but at 60 mA cm−2 it took 10 h to attain complete discoloration. At the lowest applied j (30 mA cm−2), after 10 h assay, complete discoloration was not achieved. These observations were in accordance with the removal of the dyes, which was evaluated through absorbance measurements at 436, 525, and 620 nm. As it can be seen in Figure 3, the dye removal rate was higher in the first hours of assay, since more dye molecules were available to be oxidized. As the dye concentration became lower, its oxidation became diffusion controlled and the byproducts formed were preferably oxidized, decreasing the dye removal rate.
Regarding COD and DOC (Figure 4), they presented similar decays, indicating a high degree of mineralization of the organic compounds for all the j studied. Nevertheless, when comparing COD and DOC removal rates with that of the absorbances at 436, 525, and 620 nm, during the first hours of the assay, COD and DOC removal rates are lower, indicating that the dye degradation occurred more rapidly than the overall organic load removal. This can be explained considering that, for the dye fragmentation (chromophore group breaking), only a primary oxidation stage is required, but, for COD and DOC reductions, more complex multistage oxidative reactions are involved, since the dye oxidation usually results in the formation of different byproducts [31,32].
Similar results were observed by Solano et al. [32] when studying the electrochemical treatment of a TDW sample, using a BDD anode, and in the presence of sulfate ions. According to these authors, electrolysis under BDD anode, in aqueous media containing sulfate ions, generates peroxodisulfate (Equation (2)), a powerful oxidizing agent that can oxidize organic matter near to the anode surface and in the bulk solution. Even for small sulfate concentrations, as in the case of the TDW under study (672 mg L−1), we found an enhancement in the EO performance, caused, according to the authors, by the production of peroxodisulfate that, together with the reactive oxygen species (ROS) such as hydroxyl radicals, oxidize the organic matter from TDW. In fact, more recent studies on electro-persulfate processes show that, when utilizing anode materials with high oxygen evolution potential, such as BDD, not only can peroxodisulfate be produced from the oxidation of SO42− (Equation (2)), but also sulfate radicals can be electrogenerated, either by sulfate ions direct oxidation (Equation (3)) or by oxidation through a hydroxyl radical (Equation (4)) [33]. Moreover, peroxodisulfate can be also obtained through sulfate ions oxidation by hydroxyl radicals (Equation (5)) and sulfate radicals can be generated from the electrochemical activation of peroxodisulfate, according to Equation (6) [33]. According to the literature, the sulfate radical is a strong and highly oxidizing species that presents higher redox potential than that of hydroxyl radicals or peroxodisulfate. It readily reacts at a wide range of pH values, promoting the nonselective oxidation and efficient removal of a wide range of organic compounds [33].
Considering the existence of sulfate ions in the TDW sample under study and that a BDD anode is employed, it can be assumed that the oxidation of the organic compounds occurred in parallel by ROS and reactive sulfate species. It should be noted that, according to Solano et al. [32], the degradation process in the presence of sulfate occurs with significant formation of intermediates, but without formation of organochlorinated or other carcinogenic compounds, as in the case when oxidation is mediated by chloride species.
After 10 h of assay, the COD of the TDW samples was 468, 159, and 46 mg L−1, for the EO experiments run at 30, 60, and 100 mA cm−2, respectively. According to the literature, a high-quality water for reuse purposes in the textile industry should present a maximum COD of 50 mg L−1, with the maximum COD of 200 mg L−1 being a moderate-quality water [4]. Considering this criterion and the results obtained for color and organic load removal at the different j studied, the TDW treatment, for reuse purpose in new dyeing processes, was conducted at 60 and 100 mA cm−2, for 10 h, aiming to evaluate the influence of the treated TDW quality (moderate or high) on the performance of the dyeing process.
The characterization of the TDW samples treated by EO at 60 and 100 mA cm−2, for 10 h, which were utilized in the first reuse cycle, is presented in Table 2. Both treated samples were color and dye free. Although the COD of the TDW samples treated at 60 and 100 mA cm−2 complied with the moderate-quality and high-quality requirements, respectively, the pH and the electrical conductivity values were higher than those required for wastewater reuse purposes in the textile industry [4]. The pH variation in time for the different j studied, presented in Figure 4c, shows an increase in pH during the EO treatment, which is more pronounced at higher j. This increase in pH during the EO process is well described in the literature and can be attributed to: (i) side reactions that occur at the cathode, such as the reaction described in Equation (7); (ii) sulfate oxidation through hydroxyl radicals (Equations (4) and (5)); and (iii) formation of carbonates and bicarbonates, from the reaction between the hydroxide ions and the CO2 generated during the oxidation of the organic pollutants [33,34]. Such reactions are enhanced by the increase in j, explaining the higher pH values attained by the samples treated at higher j.
According to the requirements for reuse purposes in textile industry [4], pH should not be higher than 8.0. Nevertheless, in the case of the wool fabric dyeing with Nylosan acid dyes, the dyeing bath is required to be at pH 4.5, involving an acidification process through the addition of an acetate buffer. Thus, although the pH of the treated TDW samples, at 60 and 100 mA cm−2, is higher than 8.0, its mandatory correction during the dyeing bath preparation eliminates the possible constraint associated with this high pH. It should be noted that, for most dyes used in the textile industry, pH correction is required.
Regarding the high electrical conductivity presented by the treated TDW samples (>4 mS cm−1), this is mainly due to the sodium and sulfate ions, whose concentration was practically unchanged during the dyeing process and the subsequent EO treatment. In fact, although we assumed there was the generation of reactive sulfate species, from the oxidation of sulfate ions present in the TDW, sulfate ion concentration at the end of the EO treatments was practically unchanged. This is explained by the reaction of reactive sulfate species with dissolved organic matter (DOM) (Equation (8)) [35], and by reactions, such as that described in Equation (9), that occur when there is no DOM available for oxidation [33], which restore the sulfate ions in TDW. Thus, despite not complying with the general requirements for reuse purposes in the textile industry (<1.5 mS cm−1) [4], EO treatment has the advantage of enabling the reuse of the treated TDW without the addition of more sodium sulfate salt.
Despite not being a requirement for wastewater reuse purposes in textile industry, ecotoxicity towards Daphnia magna was evaluated. It was found that the ecotoxicity was drastically reduced during the EO treatment, indicating that the oxidation products are less toxic than the parent compounds. This fact is important for TDW reuse, since it shows that there is no significant increase in the dyeing bath ecotoxicity when prepared with treated TDW. Furthermore, we found that the reduction in ecotoxicity was slightly more pronounced in the TDW treated at 100 mA cm−2, which is in accordance with the higher oxidation degree of the degradation products at higher j.
The first reuse cycle was performed following the procedure described for the initial dyeing process, but utilizing the treated TDW instead of fresh water, and without adding sodium sulfate. The dyeing process was evaluated in terms of total color difference and color fastness to washing of the wool fabric samples dyed with the primary dyeing bath, prepared with fresh water, and with the reused dyeing baths, with the obtained results presented in Table 4 and Table 5.
ΔE* was calculated through Equation (10), which considers the differences between L*, a*, and b* values of the fabrics dyed with treated TDW and that of the fabrics dyed with fresh water. The lightness/darkness of the color is given by parameter L*: ΔL* negative values indicate darker color and ΔL* positive values indicate lighter color. Parameter a* gives the color position between red and green: Δa* negative values indicate greener color and Δa* positive values indicate redder color. Parameter b* represents the color position between yellow and blue: Δb* negative values indicate bluer color and Δb* positive values indicate yellower color [4]. According to the norm DIN ISO 11664–4:2012–06 [36], only for a ΔE* above 1.5 are differences in the color between the sample and control fabrics visible. Nevertheless, there are restrictive controls that require a maximum ΔE* of 1.0 (the smallest value the human eye can detect) [31].
According to the results presented in Table 4, the fabrics obtained from the dyeing process that utilized the treated TDW were slightly lighter, greener, and yellower than the fabrics dyed with fresh water, with the lighter and yellower color more pronounced in the fabrics resultant from the dyeing with the treated TDW at 60 mA cm−2 and the greener color more pronounced in the fabrics that utilized the treated TDW at 100 mA cm−2. These variations in the color parameters presented by the fabrics dyed with the treated TDW are, according to the literature, mainly due to the accumulation of byproducts from the degradation of the dyes and auxiliary products, which influence the dyeing process, in either exhaustion or fixation stages [22,31]. In a study performed by López-Grimau et al. [22], positive ΔL* values were also obtained when reusing electrochemically treated TDW. According to the authors, this is due to a lower dye exhaustion, probably caused by an affinity between the residual hydrolyzed reactive dyes and the fibers or by its reaction with the new dyestuff, decreasing the final depth of shade. The differences found between the fabrics dyed with TDW samples treated at 60 and 100 mA cm−2 are probably related to the different byproducts that resulted from the treatments, which are expected to have a higher oxidation degree in the EO treatment performed at 100 mA cm−2. Nevertheless, both dyeing processes, utilizing treated TDW at 60 and 100 mA cm−2, attained ΔE* values of 1.0, complying with the most restrictive controls that require a maximum ΔE* of 1.0.
The color fastness to washing was evaluated to verify differences between the primary dyed fabric and the fabrics dyed with the different treated TDW. The color transference was evaluated on a scale between 1 and 5, where 5 corresponds to no color transference. Color fastness to washing results, presented in Table 4, show that the wool fabrics dyed with the treated TDW presented similar behavior to that observed by the fabrics of the primary dyeing, validating the utilization of the treated wastewaters in new dyeing processes, regarding this parameter.
Both ΔE* and color fastness to washing results showed the suitability of the treated TDW for reuse in new dyeing processes, with no significant differences found between the high-quality (treated by EO at 100 mA cm−2) and moderate-quality (treated by EO at 60 mA cm−2) samples. A similar conclusion was attained in a study performed by Silva et al. [4], where it was found that it is not strictly necessary to meet the reuse requirements to effectively reuse textile wastewater in the textile industry.
3.2. Second EO Treatment and Reuse Cycle
To evaluate the potential consecutive reuse of the treated TDW, the TDW samples obtained from the first reuse cycle were submitted to a second EO treatment, at the same experimental conditions utilized in the first EO treatment, and were then utilized in a second reuse cycle. Table 6 presents the characterization of the TDW samples obtained from the first reuse cycle, before and after the second EO treatment.
Similar to that described in previous studies [14,18,25], TDW samples obtained from the first reuse cycle presented higher dye contents (given by the absorbances at 436, 525, and 620 nm) in comparison to those of the primary dyeing wastewater. Furthermore, COD and DOC values and the ecotoxicity towards Daphnia magna were higher for the TDW samples obtained from the first reuse cycle. According to the literature, this is ascribed to the accumulation of residual organic load and ecotoxicity [18]. Nevertheless, the second EO treatment was effective in the reduction of the organic load and ecotoxicity, with even better results than those obtained with the first EO treatment.
During the second EO treatment, color and dyes were completely removed. COD and DOC absolute removal and ecotoxicity reduction were higher than that attained for the first EO treatment, which can be ascribed to the higher organic load content of the TDW obtained from the first reuse cycle, since, for higher organics concentration, the mass transfer limitations in the electrochemical cell are reduced and thus the EO process is more effective [37]. As observed during the first EO treatment, sulfate ion concentration was practically unchanged during the second EO treatment, enabling the use of the treated TDW in the second reuse cycle without the addition of sodium sulfate salt being necessary. This unchanged sulfate ion concentration after EO treatment is in agreement with the inability of advanced oxidation processes to remove salinity, which is usually highlighted as a constraint of these processes. Nevertheless, when considering the use of treated TDW in new dyeing baths, it becomes an advantage. According to Bezerra et al. [18], the TDW reuse without requiring salts addition can result in a saving of 10 tons of salt per year, besides reducing the environmental impact, since the disposal and treatment of saline textile wastewaters is one of the major environmental concerns of the textile industry. In the study performed by these authors, where a TDW was decolorized with H2O2 catalyzed by UV light, the reuse of the treated TDW without requiring salts addition was not accomplished, with a salt adjustment being necessary.
The second reuse cycle and its performance evaluation followed the procedure applied to the first reuse cycle, utilizing the two TDW samples obtained from the second EO treatment. Similar performance was observed for the first and second reuse cycle. Regarding the total color differences (Table 7), the dyed fabrics obtained from the second reuse cycle presented lower ΔE* values than those of the dyed fabrics from the first reuse cycle.
The color fastness to washing assays (Table 8) showed no significant differences between the fabrics of the primary dyeing and the fabrics dyed with the treated wastewaters from the second EO treatment.
4. Practical Implications of the Study
The United Nations 2030 Sustainable Development Agenda is “a universal call to action to end poverty, protect the planet and improve the lives and prospects of everyone, everywhere” [38]. The work developed in this study is fully aligned with this agenda, namely with Goal 6—Ensure availability and sustainable management of water and sanitation for all, and Goal 12—Ensure sustainable consumption and production patterns, since it presents a viable treatment solution for textile dyeing recalcitrant wastewater and allows its reuse in new dyeing processes. Many other studies have also presented viable treatment solutions to obtain wastewaters with good quality to be reutilized. However, this study went further, since it proved that salts can be completely recovered and reutilized in new textile dyeing processes, without losing dye uptake by the wool fibers. In addition, a good quality wool dyeing was attained, regardless of the use of a high- or moderate-quality water for preparing the dyeing baths. In fact, this was one of the main objectives in this study, together with the ecotoxicological evaluation towards Daphnia magna and the potential consecutive reuse of the treated wastewater. Of course, this is “a drop in the ocean”, and many more studies should be performed to validate the reuse of treated wastewaters with different quality levels and without salts addition/readjustment to the dyeing bath, namely from electrochemical oxidation with other anode materials. This is mainly a challenge for the dyeing process of other type of fibers, such as cotton or synthetics. Furthermore, in textile factories where the dyeing wastewater is not separated from the other textile processes, the reuse of the wastewaters with salts recovery, without membrane processes, is an even bigger challenge. If even today the engine that moves the world is based on purely economic reasons, it is necessary to establish a new paradigm that, although always considering economic constraints, promotes the sustainable reuse of all natural resources.
5. Conclusions
Electrochemical oxidation treatment of textile dyeing wastewaters, utilizing a BDD anode, is an effective strategy to obtain moderate-quality (COD ≤ 200 mg L−1) or a high-quality (COD ≤ 50 mg L−1) water for reuse purposes in the textile industry. This strategy not only provides a reduction in water consumption, but also saves salts, since it allows the complete recovery of the salts utilized in the dyeing process, eliminating the need of salts addition in the subsequential dyeing baths. Furthermore, it promotes a drastic reduction of the wastewater ecotoxicity towards Daphnia magna, allowing wastewater reuse without severe ecotoxicity accumulation.
By varying the applied current density and treatment time, it is possible to obtain treated wastewaters with different qualities. High applied current densities result in higher color and organic load removal rates and in more oxidized byproducts. However, when comparing the performance of the dyeing processes that utilized treated wastewaters at 60 and 100 mA cm−2, which complied with the moderate- and high-quality requirements, respectively, no significant differences were found. Both treated samples lead to dyed fabrics with ΔE* values of 1.0 and with color fastness to washing results similar to that obtained by the fabrics of the primary dyeing (utilizing fresh water), complying with the most restrictive controls of the textile industry. Thus, it is concluded that, to efficiently reuse textile dyeing wastewater, a high-quality water, with a COD lower than 50 mg L−1, is not required.
Electrochemical oxidation process showed also to be feasible for the consecutive reuse of the treated wastewater. The increase in the organic load of the dyeing wastewater, caused by the accumulation of residual organic load from the previous treatment, is not a constraint for the subsequential treatment and reuse. In fact, higher organic load removals were attained during the second treatment and lower ΔE* values were observed in the fabrics from the second reuse cycle.
Author Contributions
Conceptualization, A.L. and M.J.P.; Data curation, A.F. and M.J.P.; Formal analysis, A.F.; Investigation, C.P., M.J.N. and A.B.; Methodology, A.F. and M.J.P.; Project administration, A.L.; Resources, M.J.P.; Supervision, A.F. and M.J.P.; Validation, A.L. and M.J.P.; Visualization, A.L. and L.C.; Writing—original draft, C.P. and M.J.N.; Writing—review & editing, A.F., A.L., L.C. and M.J.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by FUNDAÇÃO PARA A CIÊNCIA E A TECNOLOGIA, FCT, project UIDB/00195/2020, PhD grants SFRH/BD/132436/2017 and COVID/BD/151965/2021 awarded to M.J. Nunes, and contract awarded to A. Fernandes, and by INSTITUTO NACIONAL DE GESTÃO DE BOLSAS DE ESTUDO, INAGBE, Ph.D. grant awarded to C. Pinto.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing is not applicable to this article.
Acknowledgments
The authors are very grateful for the support given by research unit Fiber Materials and Environmental Technologies (FibEnTech-UBI), on the extent of the project reference UIDB/00195/2020, funded by the Fundação para a Ciência e a Tecnologia, IP/MCTES through national funds (PIDDAC).
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Šajn, N. Environmental Impact of the Textile and Clothing Industry: What Consumers Need to Know; European Parliamentary Research Service (EPRS) European Parliament: Brussels, Belgium, 2019. [Google Scholar]
- Vajnhandl, S.; Valh, J.V. The status of water reuse in European textile sector. J. Environ. Manag. 2014, 141, 29–35. [Google Scholar] [CrossRef] [PubMed]
- Yaseen, D.A.; Scholz, M. Textile dye wastewater characteristics and constituents of synthetic effluents: A critical review. Int. J. Environ. Sci. Technol. 2019, 16, 1193–1226. [Google Scholar] [CrossRef] [Green Version]
- Silva, L.G.; Moreira, F.C.; Souza, A.A.; Souza, S.M.; Boaventura, R.A.; Vilar, V.J. Chemical and electrochemical advanced oxidation processes as a polishing step for textile wastewater treatment: A study regarding the discharge into the environment and the reuse in the textile industry. J. Clean. Prod. 2018, 198, 430–442. [Google Scholar] [CrossRef]
- Holkar, C.R.; Jadhav, A.J.; Pinjari, D.V.; Mahamuni, N.M.; Pandit, A.B. A critical review on textile wastewater treatments: Possible approaches. J. Environ. Manag. 2016, 182, 351–366. [Google Scholar] [CrossRef]
- Samsami, S.; Mohamadizaniani, M.; Sarrafzadeh, M.-H.; Rene, E.R.; Firoozbahr, M. Recent advances in the treatment of dye-containing wastewater from textile industries: Overview and perspectives. Process Saf. Environ. Prot. 2020, 143, 138–163. [Google Scholar] [CrossRef]
- Ramos, M.; Santana, C.; Velloso, C.; da Silva, A.; Magalhães, F.; Aguiar, A. A review on the treatment of textile industry effluents through Fenton processes. Process Saf. Environ. Prot. 2021, 155, 366–386. [Google Scholar] [CrossRef]
- Zhang, Y.; Shaad, K.; Vollmer, D.; Ma, C. Treatment of Textile Wastewater Using Advanced Oxidation Processes—A Critical Review. Water 2021, 13, 3515. [Google Scholar] [CrossRef]
- Hama Aziz, K.H.; Mahyar, A.; Miessner, H.; Mueller, S.; Kalass, D.; Moeller, D.; Khorshid, I.; Rashid, M.A.M. Application of a planar falling film reactor for decomposition and mineralization of methylene blue in the aqueous media via ozonation, Fenton, photocatalysis and non-thermal plasma: A comparative study. Process Saf. Environ. Prot. 2018, 113, 319–329. [Google Scholar] [CrossRef]
- Moreira, F.C.; Boaventura, R.A.R.; Brillas, E.; Vilar, V.J.P. Electrochemical advanced oxidation processes: A review on their application to synthetic and real wastewaters. Appl. Catal. B Environ. 2017, 202, 217–261. [Google Scholar] [CrossRef]
- Brillas, E.; Martínez-Huitle, C.A. Decontamination of wastewaters containing synthetic organic dyes by electrochemical methods. An updated review. Appl. Catal. B Environ. 2015, 166–167, 603–643. [Google Scholar] [CrossRef]
- Sala, M.; Gutiérrez-Bouzán, M.C. Electrochemical treatment of industrial wastewater and effluent reuse at laboratory and semi-industrial scale. J. Clean. Prod. 2014, 65, 458–464. [Google Scholar] [CrossRef]
- Sala, M.; López-Grimau, V.; Gutiérrez-Bouzán, C. Photo-Electrochemical Treatment of Reactive Dyes in Wastewater and Reuse of the Effluent: Method Optimization. Materials 2014, 7, 7349–7365. [Google Scholar] [CrossRef] [Green Version]
- Orts, F.; del Río, A.I.; Molina, J.; Bonastre, J.; Cases, F. Study of the Reuse of Industrial Wastewater After Electrochemical Treatment of Textile Effluents without External Addition of Chloride. Int. J. Electrochem. Sci. 2019, 14, 1733–1750. [Google Scholar] [CrossRef]
- Rosa, J.; Fileti, A.M.F.; Tambourgi, E.B.; Santana, J. Dyeing of cotton with reactive dyestuffs: The continuous reuse of textile wastewater effluent treated by Ultraviolet/Hydrogen peroxide homogeneous photocatalysis. J. Clean. Prod. 2015, 90, 60–65. [Google Scholar] [CrossRef]
- Chiarello, L.M.; Mittersteiner, M.; de Jesus, P.C.; Andreaus, J.; Barcellos, I.O. Reuse of enzymatically treated reactive dyeing baths: Evaluation of the number of reuse cycles. J. Clean. Prod. 2020, 267, 122033. [Google Scholar] [CrossRef]
- Criado, S.P.; Gonçalves, M.J.; Tavares, L.B.B.; Bertoli, S.L. Optimization of electrocoagulation process for disperse and reactive dyes using the response surface method with reuse application. J. Clean. Prod. 2020, 275, 122690. [Google Scholar] [CrossRef]
- Bezerra, K.C.H.; Fiaschitello, T.R.; Labuto, G.; Freeman, H.S.; Fragoso, W.D.; da Costa, S.M.; da Costa, S.A. Reuse of water from real reactive monochromic and trichromic wastewater for new cotton dyes after efficient treatment using H2O2 catalyzed by UV light. J. Environ. Chem. Eng. 2021, 9, 105731. [Google Scholar] [CrossRef]
- Buscio, V.; García-Jiménez, M.; Vilaseca, M.; López-Grimau, V.; Crespi, M.; Gutiérrez-Bouzán, C. Reuse of Textile Dyeing Effluents Treated with Coupled Nanofiltration and Electrochemical Processes. Materials 2016, 9, 490. [Google Scholar] [CrossRef]
- Núñez, J.; Yeber, M.; Cisternas, N.; Thibaut, R.; Medina, P.; Carrasco, C. Application of electrocoagulation for the efficient pollutants removal to reuse the treated wastewater in the dyeing process of the textile industry. J. Hazard. Mater. 2019, 371, 705–711. [Google Scholar] [CrossRef]
- Riera-Torres, M.; Gutierrez-Bouzan, M.C.; Morell, J.V.; Lis, M.J.; Crespi, M. Influence of electrochemical pre-treatment in dyeing wastewater reuse for five reactive dyes. Text. Res. J. 2011, 81, 1926–1939. [Google Scholar] [CrossRef]
- López-Grimau, V.; Gutiérrez-Bouzán, M.D.C.; Valldeperas, J.; Crespi, M. Reuse of the water and salt of reactive dyeing effluent after electrochemical decolorisation. Color. Technol. 2011, 128, 36–43. [Google Scholar] [CrossRef]
- Leshem, E.N.; Pines, D.S.; Ergas, S.J.; Reckhow, D.A. Electrochemical Oxidation and Ozonation for Textile Wastewater Reuse. J. Environ. Eng. 2006, 132, 324–330. [Google Scholar] [CrossRef]
- Nunes, M.J.; Sousa, A.C.A.; Fernandes, A.; Pastorinho, M.R.; Pacheco, M.J.; Ciríaco, L.; Lopes, A. Understanding the efficiency of electrochemical oxidation in toxicity removal. In Advances in Chemistry Research; Taylor, J.C., Ed.; Nova Science Publishers: New York, NY, USA, 2019; Volume 58, pp. 1–66. [Google Scholar]
- Mohan, N.; Balasubramanian, N.; Basha, C.A. Electrochemical oxidation of textile wastewater and its reuse. J. Hazard. Mater. 2007, 147, 644–651. [Google Scholar] [CrossRef]
- Eaton, A.; Clesceri, L.; Rice, E.; Greenberg, A.; Franson, M.A. Standard Methods for Examination of Water and Wastewater, 21st ed.; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- OECD. Guideline for Testing of Chemicals–Daphnia sp. Acute Immobilization Test; OECD: Paris, France, 2004. [Google Scholar]
- ISO 105-J03:2009; Textiles: Tests for Colour Fastness. Part J03: Calculation of Colour Differences. ISO: Basel, Switzerland, 2009.
- ISO 105-C06 A2S:2010; Textiles: Tests for Colour Fastness. Part C06: Colour Fastness to Domestic and Commercial Laundering. ISO: Basel, Switzerland, 2010.
- Pablos, M.; Martini, F.; Fernández, C.; Babín, M.; Herraez, I.; Miranda, J.; Martínez, J.; Carbonell, G.; San-Segundo, L.; García-Hortigüela, P.; et al. Correlation between physicochemical and ecotoxicological approaches to estimate landfill leachates toxicity. Waste Manag. 2011, 31, 1841–1847. [Google Scholar] [CrossRef]
- Hu, E.; Shang, S.; Tao, X.; Jiang, S.; Chiu, K.L. Regeneration and reuse of highly polluting textile dyeing effluents through catalytic ozonation with carbon aerogel catalysts. J. Clean. Prod. 2016, 137, 1055–1065. [Google Scholar] [CrossRef]
- Solano, A.; de Araújo, C.K.C.; de Melo, J.V.; Peralta-Hernandez, J.M.; da Silva, D.R.; Martínez-Huitle, C.A. Decontamination of real textile industrial effluent by strong oxidant species electrogenerated on diamond electrode: Viability and disadvantages of this electrochemical technology. Appl. Catal. B Environ. 2013, 130–131, 112–120. [Google Scholar] [CrossRef]
- Fernandes, A.; Nunes, M.; Rodrigues, A.; Pacheco, M.; Ciríaco, L.; Lopes, A. Electro-Persulfate Processes for the Treatment of Complex Wastewater Matrices: Present and Future. Molecules 2021, 26, 4821. [Google Scholar] [CrossRef]
- Fernandes, A.; Gomes, A.C.; Pereira, C.; Magdziak, A.; Pacheco, M.J.; Ciríaco, L.; Simões, R.; Lopes, A. Influence of Molecular Size on the Electrochemical Oxidation of Fractioned Cork Boiling Wastewater. ChemElectroChem 2019, 6, 1722–1731. [Google Scholar] [CrossRef]
- Giannakis, S.; Lin, K.-Y.A.; Ghanbari, F. A review of the recent advances on the treatment of industrial wastewaters by Sulfate Radical-based Advanced Oxidation Processes (SR-AOPs). Chem. Eng. J. 2021, 406, 127083. [Google Scholar] [CrossRef]
- DIN ISO 11664-4:2012-06; German Version of International Organization for Standardization (ISO) 11664-4:2008, Colorim-Etry-Part 4: CIE 1976 L*a*b* Colour Space. German Institute for Standardization (DIN): Berlin, Germany, 2012.
- Fernandes, A.; Pacheco, M.J.; Ciríaco, L.; Lopes, A. Anodic oxidation of a biologically treated leachate on a boron-doped diamond anode. J. Hazard. Mater. 2012, 199–200, 82–87. [Google Scholar] [CrossRef]
- UN General Assembly. Resolution Adopted by the General Assembly on 25 September 2015. Transforming Our World: The 2030 Agenda for Sustainable Development. 2015. Available online: http://www.un.org/ga/search/view_doc.asp?symbol=A/RES/70/1&Lang=E (accessed on 16 March 2022).
Figure 1.
Structure of three Nylosan N acid dyes: (a) Red Nylosan N-2RBL; (b) Yellow Nylosan N-3RL and (c) Acid Blue 230, one of the Blue Nylosan N-GL constituents.
Figure 1.
Structure of three Nylosan N acid dyes: (a) Red Nylosan N-2RBL; (b) Yellow Nylosan N-3RL and (c) Acid Blue 230, one of the Blue Nylosan N-GL constituents.

Figure 2.
A schematic diagram of the processes.

Figure 3.
Decay in time of absorbance at (a) 436 nm; (b) 525 nm; and (c) 620 nm, during the preliminary EO experiments performed at different j.
Figure 3.
Decay in time of absorbance at (a) 436 nm; (b) 525 nm; and (c) 620 nm, during the preliminary EO experiments performed at different j.

Figure 4.
Variation in time of (a) COD; (b) DOC, and (c) pH, during the preliminary EO experiments performed at different j.
Figure 4.
Variation in time of (a) COD; (b) DOC, and (c) pH, during the preliminary EO experiments performed at different j.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition of the dyeing bath utilized in the dyeing process.
| Constituents | Concentration |
|---|---|
| Nylosan® Red N-2RBL | 80 mg L−1 (0.4% of dye/fabric (w/w)) |
| Nylosan® Yellow N-3RL | 60 mg L−1 (0.3% of dye/fabric (w/w)) |
| Nylosan® Blue N-GL | 60 mg L−1 (0.3% of dye/fabric (w/w)) |
| Equalizer agent (Sarabid PAW) | 200 mg L−1 (1% of equalizer/fabric (w/w)) |
| Humectant agent (SERA WET C-NR) | 1 g L−1 |
| Sodium sulfate anhydrous, ≥99.0%, | 1 g L−1 (5% of Na2SO4/fabric (w/w)) |
| Sodium acetate anhydrous, ≥99.0% | Acetate buffer (2 g L−1) pH 4.5 |
| Acetic acid glacial, ≥99.7% |
Table 2.
Characterization of the TDW obtained from the primary dyeing process, before and after treatment by EO at 60 and 100 mA cm−2.
Table 2.
Characterization of the TDW obtained from the primary dyeing process, before and after treatment by EO at 60 and 100 mA cm−2.
| Parameter | Before EO | After EO_60 mA cm−2 | After EO_100 mA cm−2 |
|---|---|---|---|
| Color (visual) | Light brown | Non-visible | Non-visible |
| Absorbance at 436 nm | 0.157 ± 0.003 | 0.001 ± 0.001 | 0.001 ± 0.001 |
| Absorbance at 525 nm | 0.110 ± 0.002 | 0.002 ± 0.001 | 0.001 ± 0.001 |
| Absorbance at 620 nm | 0.086 ± 0.002 | 0.003 ± 0.002 | 0.001 ± 0.001 |
| COD (mg L−1) | (4.6 ± 0.1) × 103 | 163 ± 8 | 45 ± 3 |
| DOC (mg L−1) | (1.66 ± 0.04) × 103 | 65 ± 2 | 3.7 ± 0.5 |
| EC50-48 h (%) | 3.30 | 19.68 | 22.30 |
| Toxic units | 30.3 | 5.08 | 4.48 |
| SO42− (mg L−1) | 672 ± 3 | 670 ± 5 | 672 ± 2 |
| pH | 4.68 ± 0.03 | 8.79 ± 0.03 | 11.4 ± 0.1 |
| EC (mS cm−1) | 3.12 ± 0.03 | 4.24 ± 0.04 | 4.31 ± 0.03 |
Table 3.
Ecotoxicity towards Daphnia magna of Nylosan® Yellow N-3RL, Nylosan® Red N-2RBL, Nylosan® Blue N-GL, Sarabid PAW and SERA WET C-NR.
Table 3.
Ecotoxicity towards Daphnia magna of Nylosan® Yellow N-3RL, Nylosan® Red N-2RBL, Nylosan® Blue N-GL, Sarabid PAW and SERA WET C-NR.
| Constituents | EC50–48 h (mg L−1) |
|---|---|
| Nylosan® Red N-2RBL | >200 |
| Nylosan® Yellow N-3RL | 114.83 |
| Nylosan® Blue N-GL | 140.64 |
| Equalizer agent | >200 |
| Humectant agent | 75.18 |
Table 4.
Total color difference (ΔE*) and differences between L*, a*, and b* obtained from the first reuse cycle.
Table 4.
Total color difference (ΔE*) and differences between L*, a*, and b* obtained from the first reuse cycle.
| Parameter | EO_60 mA cm−2 | EO_100 mA cm−2 |
|---|---|---|
| ΔE* | 1.04 ± 0.07 | 1.00 ± 0.09 |
| ΔL* | 0.96 ± 0.07 | 0.8 ± 0.1 |
| Δa* | −0.30 ± 0.02 | −0.61 ± 0.05 |
| Δb* | 0.26 ± 0.05 | 0.15 ± 0.07 |
Table 5.
Color fastness to washing of the wool fabrics dyed using fresh water (primary dyeing) and TDW treated by EO (scale: 1 (poor) to 5 (excellent)).
Table 5.
Color fastness to washing of the wool fabrics dyed using fresh water (primary dyeing) and TDW treated by EO (scale: 1 (poor) to 5 (excellent)).
| Dyeing Conditions | Acetate | Cotton | Polyamide | Polyester | Acrylic | Wool | |
|---|---|---|---|---|---|---|---|
| Fresh water (primary dyeing) | 5 | 5 | 4 | 5 | 5 | 5 | |
| Treated TDW | 60 mA cm−2 | 5 | 5 | 4 | 5 | 5 | 5 |
| 100 mA cm−2 | 5 | 5 | 4 | 5 | 5 | 5 | |
Table 6.
Characterization of the TDW samples obtained from the first reuse cycle, before and after the second EO treatment.
Table 6.
Characterization of the TDW samples obtained from the first reuse cycle, before and after the second EO treatment.
| Parameter | EO_60 mA cm−2 | EO_100 mA cm−2 | ||
|---|---|---|---|---|
| After First Reuse | After Second EO | After First Reuse | After Second EO | |
| Color (visual) | Light Brown | Non-visible | Light Brown | Non-visible |
| Absorbance at 436 nm | 0.245 ± 0.003 | 0.002 ± 0.002 | 0.287 ± 0.003 | 0.001 ± 0.001 |
| Absorbance at 525 nm | 0.206 ± 0.004 | 0.002 ± 0.001 | 0.233 ± 0.004 | 0.002 ± 0.001 |
| Absorbance at 620 nm | 0.187 ± 0.004 | 0.004 ± 0.002 | 0.212 ± 0.004 | 0.002 ± 0.002 |
| COD (mg L−1) | (5.8 ± 0.1) × 103 | 168 ± 6 | (5.2 ± 0.2) × 103 | 50 ± 2 |
| DOC (mg L−1) | (1.88 ± 0.04) × 103 | 66 ± 2 | (1.81 ± 0.03) × 103 | 2.23 ± 0.04 |
| EC50-48 h (%) | 1.46 | 27.21 | 1.50 | 18.62 |
| Toxic units | 68.5 | 3.68 | 66.7 | 5.37 |
| SO42− (mg L−1) | 669 ± 5 | 668 ± 3 | 670 ± 4 | 670 ± 2 |
| pH | 4.92 ± 0.04 | 10.70 ± 0.05 | 4.74 ± 0.02 | 11.72 ± 0.04 |
| EC (mS cm−1) | 4.05 ± 0.08 | 5.75 ± 0.05 | 3.92 ± 0.08 | 6.65 ± 0.04 |
Table 7.
Total color difference (ΔE*) and differences between L*, a*, and b* obtained from the second reuse cycle.
Table 7.
Total color difference (ΔE*) and differences between L*, a*, and b* obtained from the second reuse cycle.
| Parameter | EO at 60 mA cm−2 | EO at 100 mA cm−2 |
|---|---|---|
| ΔE* | 0.80 ± 0.03 | 0.80 ± 0.01 |
| ΔL* | 0.17 ± 0.05 | 0.27 ± 0.01 |
| Δa* | 0.78 ± 0.01 | 0.71 ± 0.02 |
| Δb* | −0.01 ± 0.01 | 0.242 ± 0.003 |
Table 8.
Color fastness to washing of the wool fabrics dyed using fresh water (primary dyeing) and TDW after the second EO treatment.
Table 8.
Color fastness to washing of the wool fabrics dyed using fresh water (primary dyeing) and TDW after the second EO treatment.
| Dyeing Conditions | Acetate | Cotton | Polyamide | Polyester | Acrylic | Wool | |
|---|---|---|---|---|---|---|---|
| Fresh water (primary dyeing) | 5 | 5 | 4 | 5 | 5 | 5 | |
| Treated TDW | 60 mA cm−2 | 5 | 5 | 4–5 | 5 | 5 | 5 |
| 100 mA cm−2 | 5 | 5 | 4–5 | 5 | 5 | 5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pinto, C.; Fernandes, A.; Lopes, A.; Nunes, M.J.; Baía, A.; Ciríaco, L.; Pacheco, M.J. Reuse of Textile Dyeing Wastewater Treated by Electrooxidation. Water 2022, 14, 1084. https://doi.org/10.3390/w14071084
AMA Style
Pinto C, Fernandes A, Lopes A, Nunes MJ, Baía A, Ciríaco L, Pacheco MJ. Reuse of Textile Dyeing Wastewater Treated by Electrooxidation. Water. 2022; 14(7):1084. https://doi.org/10.3390/w14071084
Chicago/Turabian StylePinto, Cláudia, Annabel Fernandes, Ana Lopes, Maria João Nunes, Ana Baía, Lurdes Ciríaco, and Maria José Pacheco. 2022. "Reuse of Textile Dyeing Wastewater Treated by Electrooxidation" Water 14, no. 7: 1084. https://doi.org/10.3390/w14071084
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.