4.1. Whole Rock Chemistry and Mineralogy
As seen in
Table 5, LMW mainly consists of amphoteric oxides, such as Fe
2O
3 and Al
2O
3, which account for 52.51% and 40.16%, respectively, of the composition. Amphoteric oxides can act as an acid or base, thus possibly raising or lowering the pH of the AMD. On the other hand, some basic oxides present in the LMW used in the experiment were CaO (0.08%) and NiO (2.33%). Although basic oxides have the tendency to react to sulfuric acid, the lower composition of these basic oxides indicate that they can raise the pH level of the AMD by a little. Lastly, the acid oxide present in the LMW is SiO
2, which accounts for 2.91% of the bulk chemistry of LMW. This is only considered as a very weak acidic oxide, and thus, it would not react with sulfuric acid nor help in alkalinity-generating the AMD [
54].
The limestone used in the experiment was mostly composed of CaO (86.66). Since the basic oxide was the main composition of the limestone, this suggests that the media could increase the pH level. On the other hand, amphoteric oxides, specifically Fe
2O
3 (0.49%) and Al
2O
3 (12.77%), were present but had an insignificant impact compared to the basic oxides. There was also no presence of SiO
2, which could possibly have hindered the neutralization process [
54].
Lastly, the concrete waste was mostly composed of basic oxide, specifically CaO (59.37%). Given the percent composition, it can indicate that the media would have been able to increase the pH of the AMD. Although the SiO
2 concentration of the concrete waste was 18.92%, this is also considered as a weak acidic oxide, and thus, it would also not interfere in the neutralization process of CaO [
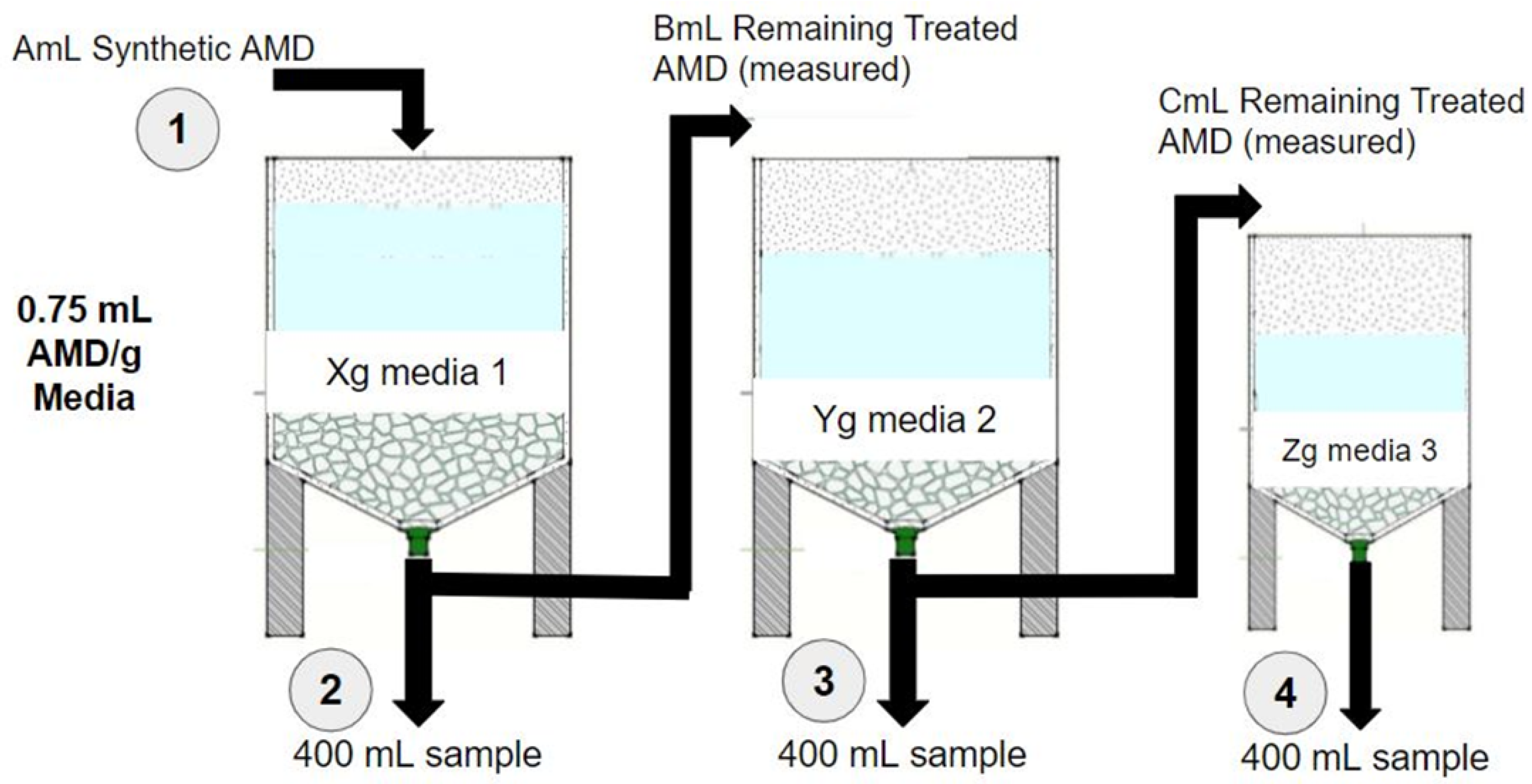
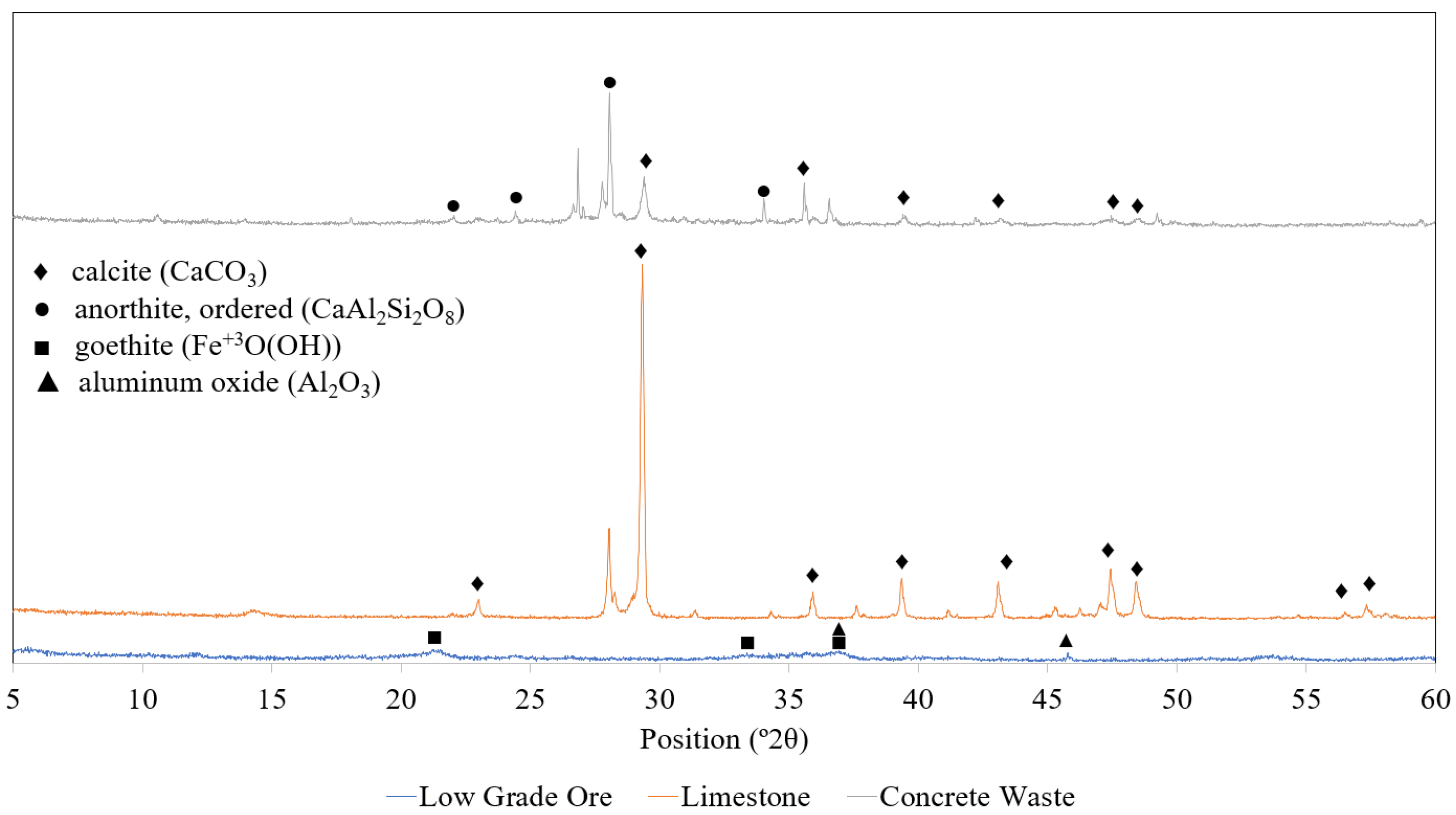
54]. Moreover, it may have been present in the anorthite identified in the material, which further diminished its contribution due to its low solubility relative to that of calcite. Meanwhile, the compounds for the XRD results were analyzed based on the XRF results and the known metals present in the AMD. As seen in
Figure 2, the corresponding peaks indicate the minerals present in each media. For the mineralogy of limestone, it was mainly composed of mineral calcite (CaCO
3), which is consistent with the XRD results from past studies [
21,
55].
As for concrete waste, it was observed that mineral anorthite (CaAl
2Si
2O
8) was the main component of concrete waste along with calcite. Anorthite is a calcium-rich feldspar mineral that is a rock-forming material used for manufacturing glass, cement, and ceramics [
56]. The result is different from a study where the main components of the concrete studied were portlandite, shale, fly ash, and quartz [
53]. However, in another study, the XRD result of the concrete waste studied had significant peaks on quartz, calcite, and feldspar, which included anorthite, ettringite, and albite. Anorthite and calcite were observed to increase the alkalinity of wastewater despite having a material efficiency reduction due to armoring [
57,
58].
On the other hand, goethite (Fe
3+O(OH)) was observed to be the main mineral component of LMW, along with alumina (Al
2O
3). Goethite is an iron oxide hydroxide that is one of the most thermodynamically stable. It has been widely studied due to its adsorption capacity and potential utilization in the protection of the environment. Goethite is commonly formed with a poorly crystalline structure that is abundant in impurities and surface hydroxyl groups, which contribute to better surface activities and large surface areas. Thus, this implies that the mineral has great potential to be utilized as catalyst or adsorbent especially for cations and organic substances. To be more specific, goethite can adsorb nutrients, heavy metals, and soil organic carbon to reduce further release of chemicals in the environment [
59].
4.4. Effect of an Alkalinity-Generating Agent of pH, Eh, EC, and TDS
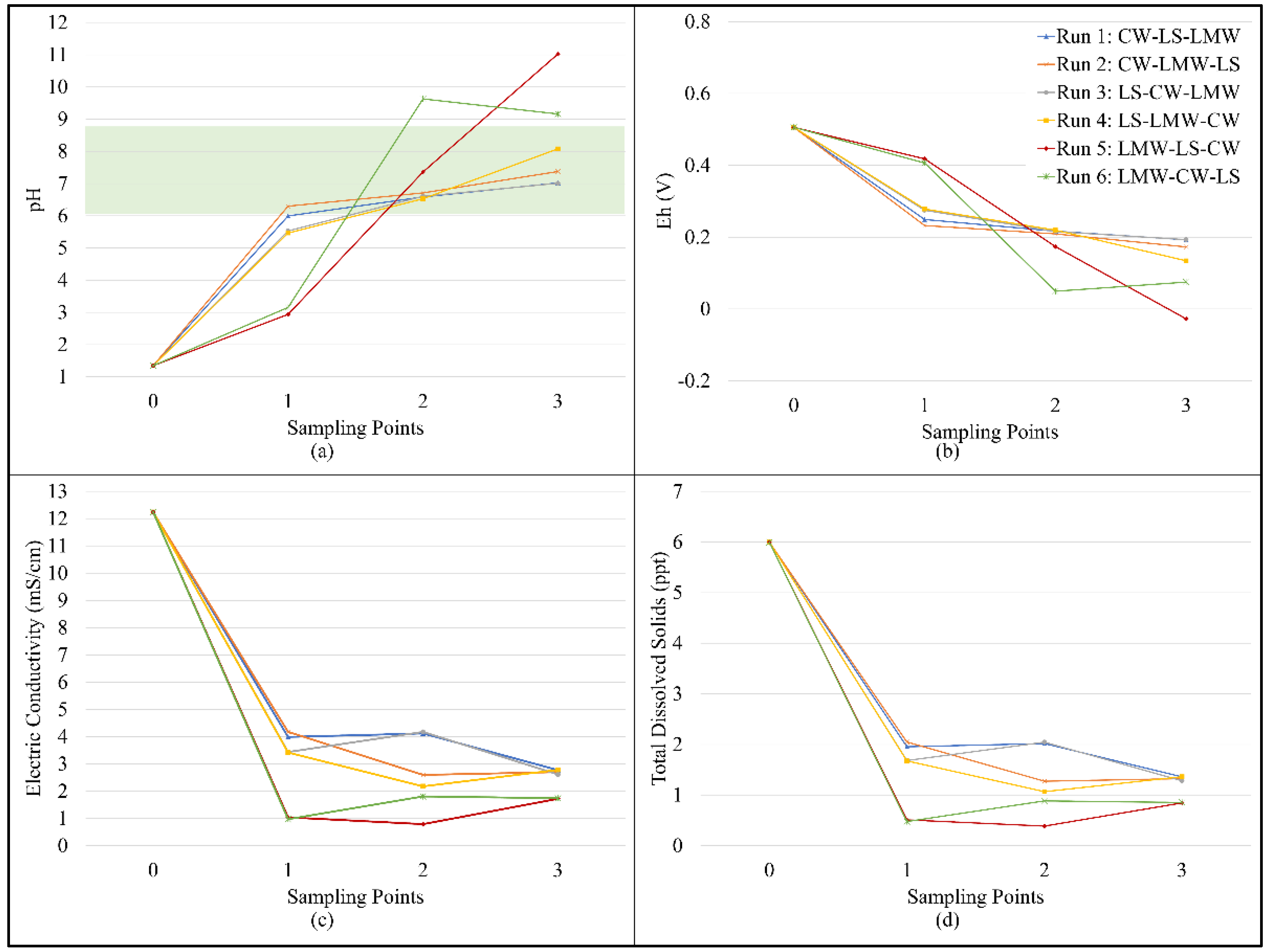
The pH values throughout the sampling points for six runs were measured and graphed, as seen in
Figure 4a. With the initial pH value of raw synthetic AMD being 1.35, the highest recorded pH value of treated AMD was 11.03 at Run 5, having the media order of LMW, limestone, and concrete waste. Moreover, it could be observed that Runs 1, 2, 3, 4, and 5 increased throughout the process, while Run 6 increased and then decreased after the treatment of the third media. The observed inconsistency and abnormality of Run 6 as compared to the other runs may have been affected by the experimental and human error that occurred, in which the collected effluent was lacking. With regards to the effect of media in increasing the pH value, it was determined that concrete waste was observed to have the greatest increase in the pH of synthetic AMD, followed by limestone and then LMW. The observed ranking of media according to its effectiveness in increasing the pH value agrees with a past study [
21]
From its initial pH, the synthetic AMD was not neutralized by the three media after the first media treatment. With CaO being the most abundant basic oxide found in the three media, it was used as a basis in predicting the effectiveness of neutralizing the pH value. It was determined that limestone, concrete waste, and LMW had 86.66%, 59.37%, and 0.08% CaO content, respectively. Given this, it was expected that limestone would be the most effective media with regards to raising the pH value. However, concrete waste increased the pH above 5.5, with Run 1 and 2 even reaching pH 6, showing better results than the PHREEQC simulation in
Figure 3. The higher pH may have been due to the presence of portlandite, which is formed during the hydration process of cement [
60,
61]. The products of its dissolution and higher solubility relative to the calcite can contribute to the pH difference observed in the results of the experiment [
62,
63]. Additionally, the presence of anorthite in concrete waste may have resulted in an increased release of Ca, starting from its surface [
64]
Moreover, the interesting increasing trends of Runs 5 and 6, especially the latter one, were caused by the possible formation of more precipitates in the treatment using the second media. Based on PHREEQC, the suggested precipitate of the first media (LMW) was only cuprous ferrite, due to having a low pH. After further neutralization of the second media, a lot of precipitates were possible to form, and these were observed to significantly increase the pH of the solution. Comparing the two runs, Run 6 with concrete waste as the second media showed a greater capability of neutralizing the solution with precipitates that had higher saturation indices, possibly due to less armoring in contrast with limestone.
With the three media having the ability to raise the pH values, the final pH value in every process train showed neutral and basic pH values. According to DAO 2016–08 water type class C effluent standards, the required pH value ranges from 6.5 to 9.00, and it was determined that Runs 1, 2, 3, and 4 complied with the standards, having a final pH value of 7.02, 7.375, 7.01, and 8.08, respectively. On the other hand, Runs 5 and 6 exceeded the range of standards, having a pH value of 11.025 and 9.16, respectively.
The Eh at every sampling point for the six runs of the process train were graphed, as shown in
Figure 4b. The measured Eh value of the raw synthetic AMD was determined to be 0.506V, which showed an oxidizing state of the solution, which was mainly due to the presence of sulfuric acid that lowered the pH of solution. In a past study in which the Eh values were measured for abandoned and active mining areas, the values were determined to be around 0.697–0.790 V [
65]. However, the Eh value measured from the past study [
21] was 0.46V and around 0.484–0.488 V from another past study [
42].
As can be seen in
Figure 4b, the acid mine drainage that passed through the first media (sampling point 2) showed a decrease from the initial value. This indicates that the limestone, concrete waste, and LMW had a significant effect with respect to reducing of the Eh value. Furthermore, the observed inverse relationship between Eh and pH value increases is consistent with the equation presented by Favre et al. and the results of other studies [
66,
67]. To further analyze the media, it could be observed that runs 1 and 2, which had concrete waste as the first media, showed a more significant drop in the Eh value as compared to runs 5 and 6, which had LMW as the first media. With this, it can be concluded that concrete waste is more effective than limestone, while limestone is more effective than LMW. The observed order of media effectiveness agrees with the past study [
21]. The highest measured Eh of the treated AMD was found to be 0.418 V, which could be seen at Run 5 sampling point 2 right after the LMW, while the lowest measured Eh was found to be −0.027 mV at Run 5 sampling point 4 right after the concrete waste.
The electric conductivity is directly proportional to the number of ions present in a solution [
65]. With this, the conductivity of a synthetic acid mine drainage can indicate the number of dissolved substances, minerals, and chemicals present in water. It can be observed in
Figure 4c that the electric conductivities of all runs were significantly reduced by the first media of each process train. This may also have ben due to the possible precipitates as supported by PHREEQC. The results of the experiment agree with the past study [
21], where the conductivities of the AMD treated with LMW were found to be lowest at an AMD/media ratio of 0.75 mL/g. In addition to this, LMW is also said to absorb metals, Ni, Cu, Mn, Al, and sulfates better than limestone, as goethite has a high specific surface area with a good surface activity, as it often has a poor crystalline structure and is rich in impurities [
55]. Since Run 5, which had LMW, limestone, and concrete waste as the first, second, and third media, respectively, had the lowest conductivity among all 6 runs, it can be concluded that this was the best process train with regards to conductivity. In addition to this, it can also be concluded that a process train was indeed effective, as the conductivity of this paper was lower than the past study which yielded 2 mS/cm for LMW alone [
21].
Meanwhile, the trend of the total dissolved solids of the process trains at each sampling point is shown in
Figure 4d. AMD is typically characterized by high total dissolved solids as well as high heavy metals and sulfates concentrations. Based on the initial characteristics of the synthetic AMD in this experiment, the amount of TDS was determined to be very high (5998 ppm) as compared to other studies [
21,
43]. Based on the graph, each of the first media of all the process trains were able to significantly decrease the initial TDS level of the synthetic AMD. This shows that all media could reduce the TDS level effectively.
4.5. Effect of Alkalinity-Generating Agent to Heavy Metals and Sulfates Removal
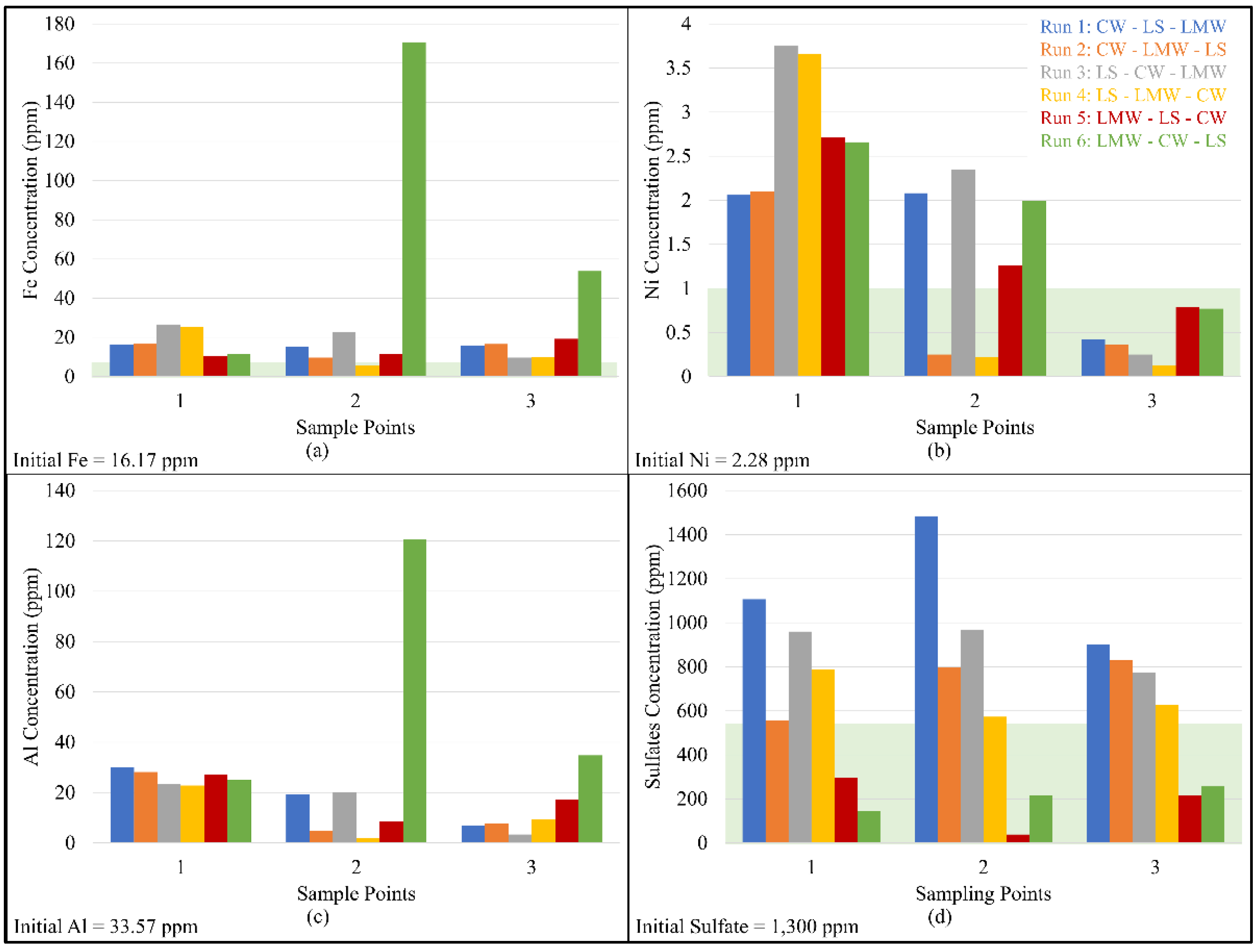
The change in the concentration of Fe in terms of ppm throughout the sampling points of the six runs is shown in
Figure 5a. With an initial concentration of Fe measured to be 16.17 mg/L or ppm, the concentration of Fe in the treated AMD was also measured. Upon analyzing the data obtained, the lowest concentration was found to be at 5.54 ppm, which was around 65.74% Fe removal. However, this concentration was recorded from Run 4 at sampling point 3, which had passed through limestone and LMW, which did not account for the effect of the entire process train. As seen in
Figure 5a, there was no observable trend present in the graph aside from Run 3, wherein the concentration decreased linearly.
To analyze the performance of the process train, the highest and lowest final concentration of Fe were identified. The highest final concentration measured was 53.88 ppm, which accounted for −233.21% removal in the sixth run, having the media order of LMW, concrete waste, and limestone. In this run, the Fe concentration had a drastic increase after being in contact with LMW and concrete waste. On the other hand, the lowest final concentration was determined to be 9.67 ppm, which was equivalent to around 40.20% Fe removal. The lowest final concentration occurred at Run 3, having a media order of limestone, concrete waste, and LMW. The decrease in concentration occurred specifically after the synthetic AMD passed through concrete waste and LMW.
It can be observed from the data that the LMW had the most effective Fe removal among all the media, followed by concrete waste and then limestone. From the past study, it was also concluded that cement waste was the most effective in terms of Fe, followed by LMW and then limestone [
21]. The ability of LMW to achieve the highest removal percentage in this study was due to the adsorption process aided by the goethite content of LMW. On the other hand, the rather inefficient removal of Fe using the media limestone could have been due to its low solubility property, as it sometimes forms an external coating, commonly known as armor, when exposed [
29].
According to DAO class C effluent standards, the required Fe concentration would be 7.5 mg/L or ppm. With this, it can be concluded that none of the process trains reached the standard. However, it can be noted that Runs 3 and 4 had a concentration value closest to the standard.
The trends of each process train with regards to the Ni concentrations per sampling point are seen in
Figure 5b. The Ni concentration of the synthetic solution was 2.28 ppm. From the figure, it can be observed that the Ni concentration at some sampling points increased in contrast to the idea of decreasing all the way. This may be explained by the metals present in the media itself. Specifically, in the second sampling point, Runs 3, 4, 5, and 6 had an increase in the Ni concentration to around a range of 3.66–3.75 and 2.66–2.71 for Runs 3 and 4 and Runs 5 and 6, respectively, as shown in
Table 7. Based on the XRF of the media, the Ni component of the limestone and LMW were seen to have a higher concentration than that of the concrete waste, thus suggesting that the Ni concentration of the media may have contributed to the increasing trend. Another factor which may also have contributed to the increasing trend was the residence time. From a past study, the % Ni removal decreases with increasing time [
42]. It was seen that the highest removal was at the first minute, while it decreased with time which peaked at around 10–15 min.
The highest %removal of the Ni concentration for limestone accounted for 61.31%, which was at Run 6 at 0.77 ppm. Meanwhile, the highest %removal of the Ni concentration for LMW accounted for a 93.99% removal, which was at Run 4 at 0.22 ppm. On the other hand, for concrete waste, the highest Ni concentration %removal accounted for 40.91% at Run 4 with 0.13 ppm. However, it must be noted that the %removal of each media at the different sampling points did not have a clear trend. For example, limestone at different sampling points may have a negative %removal, which may have been due to the existing metal concentration in the media. In general, concrete waste has shown the greatest efficiency in terms of lowering Ni concentrations in all sampling points as compared to limestone and LMW, which rather increased the metal concentration at some sampling points.
In addition, LMW was seen to have better removal efficiency than limestone. This shows consistency with a past study [
21]. However, in terms of the highest %removal efficiency achieved, LMW showed the greatest across all process trains. except Runs 5 and 6 where the pH was low. The optimum pH for the relative solubility of Ni as a metal hydroxide was at pH 10. Based on the data, the %Ni removal of LMW increased with an increasing pH, ranging from 6.5–7.0 [
65], which may suggest why it had a greater efficiency in %Ni removal as compared to having a lower pH at around 4.0 from a past study [
21]. Moreover, it was evident that LMW showed the greatest efficiency for Ni removal due to its poor crystalline structures and large surface areas available for activities; thus, it has a greater capability to adsorb Ni and other heavy metals. Nonetheless, all three media showed that they were capable of removing Ni concentrations.
Meanwhile, for the analysis of the Ni concentration in each process train, the lowest detected final Ni concentration was Run 4 at 0.13 ppm, which accounted for 94.30% removal. This was then followed by Runs 3, 2, 1, 6, and 5, which accounted for 89.04% (0.25 ppm), 84.21% (0.36 ppm), 81.58% (0.42 ppm), 66.23% (0.77 ppm), and 65.35% (0.79 ppm), respectively, as presented in
Table 7. Run 4 (Limestone–LMW–Concrete waste) showed the greatest %Ni removal, which may be attributed to the highest %Ni removal achieved by LMW and concrete waste in the process out of all six configurations. Additionally, LMW should be placed in the middle order so that the next media would be able to remove more %Ni, as it contains the highest Ni concentration among the three media. Concrete waste should then be placed after LMW, since it has a greater capability to remove Ni as compared to limestone.
On the other hand, Run 5 (LMW–Limestone–Concrete waste) had the lowest %Ni removal, which may be attributed to the negative %removal achieved by the LMW. According to DAO 2016–08 water type class C effluent standards, the required Ni concentration is 1.0 mg/L or ppm. With this, it can be concluded that all the process trains were able to comply with the DAO2016–08 standard. This shows that utilizing a process train of media to treat AMD is more effective than utilizing a single media with regards to Ni removal, despite having Ni concentrations in the media itself.
The comparison of the Al concentrations at each sampling point is presented in
Figure 5c. The initial Al concentration of the synthetic AMD was 33.57 ppm. Although the treatment aimed to lower the Al concentration to reduce the risks it could impose on the environment, there were no available data on this in the DAO 2016–08. This means that the Philippines does not have a guideline yet on safe levels of Al; however, some studies indicate that the lower the water’s pH, the higher the levels of Al [
31]. According to the United States Environmental Protection Agency [
68], the recommended Al concentration of freshwater for 1 h is 0.001–4.8 ppm and for 4 days is 0.0063–3.2 ppm. Since there is no Philippine standard, the Al concentration will not be included in determining the best process train.
Like the previously discussed metals, the percent removal of the heavy metals may increase from the previous sampling point due to the presence of Al in the media and the ability of the media to remove Al. According to the discussed chemistry of the media, LMW contained the highest Al composition of 33.74%, followed by limestone, which contained 9.74% Al, and concrete waste, which contained 4.57% Al. Despite the high Al composition in LMW, this media is said to perform best with regards to Al removal [
59].
In general, the Al concentrations of all runs were lowered (
Table 7) as compared to the initial concentration. Run 3 had the highest Al removal of 89.99%. followed by Run 1 (79.83%), Run 2 (77.30%), Run 4 (71.76%), Run 5 (48.50%), and Run 6 (−3.84%). Looking at
Figure 5c and the negative percent removal, it is possible that there were impurities present in the synthetic AMD at Run 6. especially at sampling point 3. where a sudden increase was observed. It may be possible that the Al present in both the AMD and media were not easily removed by the second media of Run 6, concrete waste, since it was the least efficient media in terms of Al removal. The results obtained in the Al removal also agree with the results of the previously reported pH levels, as an optimum pH level suggests a lower Al concentration.
The change in the concentration of sulfates in terms of ppm with respect to each sampling point of the six runs are shown in
Figure 5d. Having an initial concentration of 1300 ppm, the concentration of sulfates in the treated AMD at all sampling points were also measured. The lowest measured sulfates concentration was determined to be 38.24 ppm, which accounted for 97.06% removal. However, this measured concentration was obtained from sampling point 3 of Run 5, wherein the treated media had passed through LMW and limestones. Therefore, it does not account for the overall performance of the process train. As seen in the figure, there was no observable trend in the change of the concentration of sulfates aside from Runs 2 and 6, in which the concentration of sulfates increased throughout the sampling points.
To assess the performance of the six different process trains, the final sulfates concentration of the runs was analyzed. The highest final concentration determined was 900 ppm, which accounted for 30.77% removal, determined in the first run having the media order of concrete waste, limestone, and LMW. In this run, the sulfates concentration had an increase after being in contact with concrete waste and limestone. On the other hand, the lowest final concentration measured was 15.95 ppm. which accounted for 83.39% removal, and it was determined to be the fifth run, having the media order of LMW, limestone, and concrete waste.
It can be observed from the data that the LMW had the most effective sulfates removal among all the media, followed by concrete waste and then limestone. A study has utilized sulfates for generating adsorption models, as sulfates have one surface complex that is dominant; in that study, goethite was used, as it has been efficient in the adsorption of sulfates [
69]. From the past study, it was also concluded that LMW was determined to be the most effective media in terms of the removal of sulfates, followed by concrete waste and then limestone at an AMD-to-media ratio on 0.75 mL/g [
21]. However, with LMW being dependent on the adsorption mechanism for sulfate removal, the observed treatment efficiency may not hold true when the media is used for the continuous flow treatment of AMD. This is where the sequential design of the process train, allowing the replacement of each material individually, becomes beneficial.
According to DAO class C effluent standards, the required sulfates concentration would be 550 mg/L or ppm. With this, it can be concluded that Run 5 and 6 complied with the standards, with both having a final concentration of 215.95 ppm and 256.61 ppm, respectively. Both Runs 5 and 6 had LMW as their first media.
4.6. Ranking Method of Analysis
As can be seen from
Table 8, each process train had at least two parameters that did not pass the standard. With that, the closeness of each parameter of all the runs were evaluated based on the DAO standards to determine the best process train. The initial pH value of the synthetic AMD was 1.35, while the standard value was at 6.5–9.0. The normalized values for the pH concentration for each process train are shown in
Table 9. From the calculated values, all process trains, except Runs 5 and 6, were beyond 1, which means that they had reached the required DAO standard. Run 4 (Limestone–LMW–Concrete Waste) was seen to have the highest normalized value closest to 1, which indicated that it was the process train closest to the average value of the standard range. This was then followed closely by Run 2 (Concrete Waste–LMW–limestone), while the farthest was Run 5 (LMW–Limestone–Concrete Waste).
The normalized values for the Fe concentration for each process train were calculated and shown in
Table 9. The initial Fe value of the synthetic AMD was 16.17 ppm. while the DAO standard value is 7.50 ppm. From the calculated values, all Runs were below 1, which means that none of them reached the required standard. Negative values were observed, which indicates that the recorded Fe concentration at some sampling points increased rather than decreased. Run 3 (Limestone–Concrete Waste–LMW) was seen to have a normalized value closest to 1, which indicates that it was closest to the standard value. This was then followed closely by Run 4 (Limestone–LMW–Concrete Waste), while the farthest is Run 6.
In addition to this, the normalized values for the Ni concentration for each process train were also calculated and are shown in
Table 9. The initial Ni value of the synthetic AMD was 2.28 ppm, while the standard value was at 1.0 ppm. It can be observed that all Runs surpassed 1, which means that all of them reached the required standard. Run 4 (Limestone–LMW–Concrete Waste) showed the highest normalized value, which indicates that the concentration was the lowest and by far the most ideal one, while Run 5 (LMW–Limestone–Concrete Waste) was the highest among the six process trains but still complying with the standard.
Lastly, the normalized values for the sulfates concentration for each process train were calculated and are summarized in
Table 9. The initial sulfates concentration of the synthetic AMD was 1300 ppm. while the standard value is 550 ppm. It can be observed that only Run 5 (LMW–Limestone–Concrete Waste) and 6 (LMW–Concrete Waste–Limestone) surpassed 1, which means that they were the only ones who reached the required DAO2016–08 standard. Run 5 showed the highest normalized value, which indicates that the concentration was the lowest and most ideal among all the process trains, while Run 1 (Concrete Waste–Limestone–LMW) was the farthest from the standard.
Based on
Table 9, the highest overall normalized value was 4.62, which was Run 4. This was then followed by Runs 3 (4.14), 2 (3.25), 1 (3.12), 5 (3.04), and then 6 (−1.68). Although the overall normalized values were somewhat close to each other, Run 4 was seen as the best process train among the six configurations. This is principally due to having more parameters that complied or at least were close to the effluent standards indicated in the DAO 2016–08.
In run 4, which included limestone, LMW, and concrete waste as the first, second, and third media, respectively, it could be observed that the order of the media is also an important factor to consider for the treatment of AMD. Specifically, in Run 4, the limestone, which was the first media, mainly neutralized the synthetic solution, since it exhibited limitations in %metal removal, possibly due to the armoring. LMW, which was the second media, continued to neutralize the solution and remove most of the metal concentrations. It was observed that LMW had the highest %metal removal in terms of Fe, Ni, and sulfates due to the mineral goethite present in the media, which has good surface activities and removes metals through adsorption. Concrete waste was the third media, which further neutralized and removed heavy metals and sulfates concentrations efficiently. Since LMW may contain more metal concentrations, the concrete waste would be the one to efficiently remove it.
Meanwhile, Run 6 could be observed as the worst process train among all configurations. LMW, the first media in the process train, was not able to neutralize the pH efficiently, as it was the least-capable neutralizing agent among the three media. Although LMW is supposed to remove most metal concentrations, the relative solubility of the metals requires an optimum pH which is higher than the pH attained in this sampling point. This then indicates that LMW was not able to remove the metal concentrations effectively. Concrete waste and limestone, as the second and third media, respectively, were able to continuously neutralize the solution and remove heavy metals; however, the Fe concentration peaked the highest at these two sampling points, and they were not able to comply with the standard. There is a possibility that the sample collected after the second media may have contained a lot of LMW, because in the experimental run during the collection of the second reactor, the treated solution was somewhat stuck, and the solution that flows up contained fine particles of LMW, which may suggest why the Fe concentration peaked.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}